Zobrazit odkaz na tento záznam:
FAQ: Jak nastavit parametry nářezového plánu profilů
Pro zajištění dobrých výsledků pro automatické vytváření nářezového plánu v Advance Worskhopu je k dispozici mnoho parametrů.
Avšak nesprávné použití těchto parametrů může vest k špatné optimalizaci s chybami.
V Nářezový plán profilů jděte do Zpracování > Parametry optimalizace… pro zobrazení parametrů.
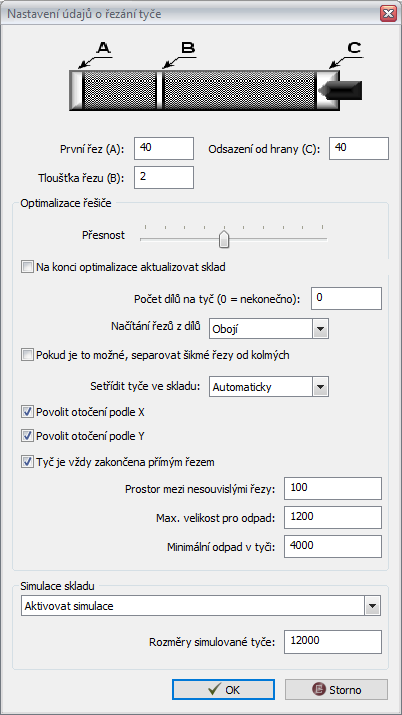
- První řez (A) je rozměr prvního řezu, když tyč vstupuje do pily. Zahrnuje tloušťku listu pily.
- Odsazení od hrany (C) je vzdálenost nutná pro uchycení tyče. Zahrnuje tloušťku listu pily.
- Tloušťka řezu (B) je tloušťka řezu.
Optimalizace řešiče
- Přesnost je nastavení, které je použito pro definování počtu pokusů řešiče nestingu.
Volba Na konci optimalizace aktualizovat sklad je potřebná v případech, kdy uživatel používá excelovský soubor jako sklad. Je-li box zaškrtnut, sklad aktualizovaný po optimalizaci bude také také aktualizován při exportu do Excelu. Tato volba není nezbytná, pokud používáte sklad Advance Workshopu.
|

|

|
|
Před
|
Poté
|
-
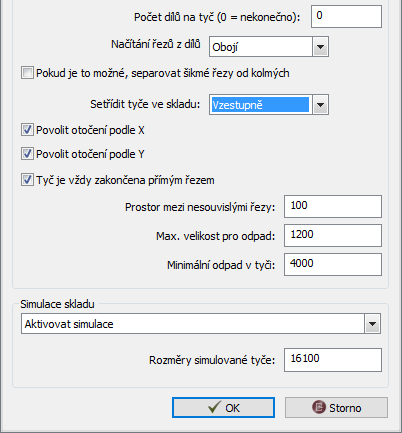
Počet dílů na tyč (0=nekonečno) je specifický parametr pro staré CNC stroje, který se používá k omezení maximálního počtu dílů v tyči (např. pokud CNC má omezení ve značení).
-
Načítání řezů z dílů se používá k tomu, aby se pro optimalizaci uvažovaly či neuvažovaly šikmé ořezy. K dispozici jsou 4 možnosti:
•Nenačítat: nezohledňuje šikmé ořezy (všechny díly jsou vybrány společně do jedné skupiny)
•Řezy stojiny: jsou zvažovány pouze šikmé řezy na stojině; šikmé řezy na přírubě budou ignorovány
•Řezy příruby: jsou zvažovány pouze šikmé řezy na přírubě; šikmé řezy na stojině budou ignorovány
•Obojí: všechny šikmé řezy jsou zvažovány. Pokud máte mix šikmých řezů, Advance Workshop vytvoří 2 různé skupiny, protože není možné dělat řezy ve 2 různých velikostech.
Poznámka: Pokud toto nastavení změníte, je třeba zavřít nářezový plán a znovu ho načíst.
- Pokud je to možné, separovat šikmé řezy od kolmých: pokud je vybrána tato volba, automatický nesting vytvoří 2 různé optimalizační skupiny pro díly pouze s kolmými řezy a díly se šikmými řezy.
- Setřídit tyče ve skladu: zvolte způsob, jak budou přijímány tyče ze skladu:
•Automaticky: Advance Workshop provede nejlepší optimalizaci podle všech nastavených parametrů a může použít různé délky tyčí z “Komerčních tyčí” a “Zbytků”.
•Vzestupně: s respektováním všech parametrů použije Advance Workshop tyče od nejkratších po nejdelší (použito před “Zbytky”)
•Sestupně: s přihlédnutím ke všem nastaveným parametrům použije Advance Workshop tyče od nejdelších po nejkratší (použito před “Komerční”).
Příklad se stejnými díly a stejným skladem:

Automaticky

Vzestupně

Sestupně

- Povolit otočení podle X: umožní otáčení dílů ve směru X pro dosažení lepší optimalizace (v rámci optimalizace nářezového plánu).

- Povolit otočení podle Y: umožní otáčení dílů ve směru Y pro lepší optimalizaci (během optimalizace nářezového plánu).

- Volba Tyč je vždy zakončena přímým řezem přidá na konec tyče kolmý řez, takže zbytky mají pouze rovné ořezy.
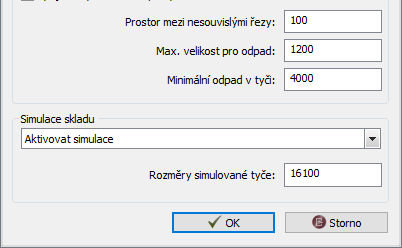
- Prostor mezi nesouvislými řezy je velikost mezi 2 řezy, které nemají stejný úhel řezu. Tato hodnota závisí na charakteristikách CNC stroje.

- Max. velikost pro odpad: Tato hodnota je velmi důležitá pro optimalizaci a skladové hospodářství.
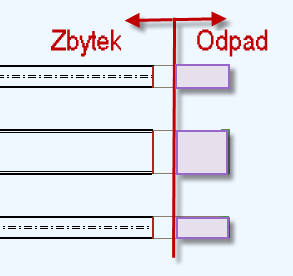
Pokud ve výsledném nestingu je hodnota Odpadu MENŠÍ než tato hodnota, při odvedení této tyče při výrobě bude ve skladu tato hodnota považována za “ODPAD”.
Je-li hodnota Odpadu VĚTŠÍ než tato hodnota, při odvedení této tyče při výrobě bude ve skladu tato hodnota považována za “ZBYTEK”.
“ZBYTEK” = tyč, kterou lze znovu použít v příští optimalizaci.
- • Minimální odpad v tyči definuje minimální hodnotu pro ZBYTEK. Během optimalizace, pokud Advance Workshop nemůže mít odpad (velikost odpadu je menší než “Max. velikost pro odpad”), se pokusí vytvořit nad tuto hodnotu zbytek.
Příklad

V tomto příkladu je velikost hodnoty Odpadu menší než 1200 mm (první tři tyče ve výsledcích nestingu), a velikost hodnoty pro Zbytky je větší než 4000 mm (poslední 2 tyče ve výsledcích nestingu).
Pro lepší pochopení:
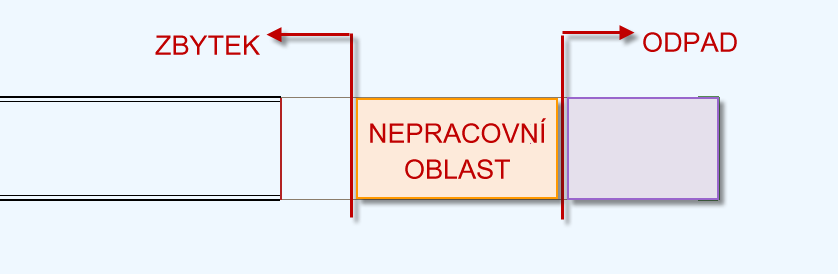
Mějme jeden díl délky 1 m a dvě tyče délky 4200 mm a druhou tyč délky 12100 mm a následující parametry:
Výsledkem je, že díly jsou na nejdelší tyči (12100 mm). Pokud se pokusíte umístit díly na kratší tyč, velikost získaného odpadu je v “NEPRACOVNÍ OBLAST”.
Pokud chcete použít kratší tyč, musíte změnit nastavení pro Minimální odpad v tyči na 1200 mm (stejnou hodnotu jako pro “Max. velikost pro odpad”).
- Simulace skladu umožňuje provádět simulaci bez skladu nebo bez konkrétních profilů ve skladu:
•Deaktivovat simulace slouží k deaktivaci simulace.
•Aktivovat simulace se používá pro aktivaci simulace.
•Aktivní pouze pokud ve skupině nejsou žádné tyče: pokud je zvolena tato možnost, simulace budou aktivní pouze pro profily, ke kterým nejsou ve skladu tyče.
- Rozměry simulované tyče umožňuje zadat velikost simulované tyče.
Note: Funkce AUTOMATICKÝ NESTING TYČÍ je velmi rychlá metoda pro optimalizaci. Umožňuje různé optimalizace pro stejnou úlohu a umožňuje vybrat nejlepší optimalizaci podle Vašich potřeb.


